PCB焊接缺陷设计指南
PCB焊接缺陷设计指南
在检查过程中,您会注意到一些被动元件的位置不太正确。它们似乎已经转向,站在它们应该连接的两个垫片中的一个上。不幸的是,对电路的测试会导致开路。
电阻器站在那里就像一个哨兵,或者,恰当地说,是一块墓碑,用来标记死连接的位置。我使用术语“电阻器”,但电容器和其他部分也是候选人。较大的元件有重量来克服液态焊料的毛细作用。
每个焊点都有自己的关键时刻。当锡膏达到液体的温度时开始,当它凝固成固体金属时结束。

烘箱中平衡的等几何
我们的脚印通常是完全对称的。衬垫是相同的,并均匀地设置在组件引线周围。挑选和放置机器,或人类,做得很好,把碎片准确地放在他们要去的地方。
即使零件没有完全放置正确,当焊料处于液态时,控制良好的焊料工艺也会使零件在焊盘之间处于中心位置。每个衬垫都对它接触的铅或球施加毛细管力,所以即使我们在放置上有一点偏差,我们的组件也会在正确的条件下自我中心。当条件不利时,同样的毛细作用将是通过将组件从其中一个衬垫上抬起导致开路的事情。
这就是议会大楼恐慌的原因。组装工必须在当天和每隔一天为100%通过SMT线的焊点创造合适的条件。的PCB设计根据一些参数可以帮助或阻碍。
焊料量-有多少膏体沉积在板上决定的模具设计。
PCB热负荷-衬垫的几何形状和铜是否被淹没或有热救济。
锡膏组成-这不是一个板设计的事情,但我们经常被期望提供一些详细的说明装配图。
调节音量
大多数组件都有一个推荐的粘贴模板开放基础和标准的模板厚度。随着材料清单的增长,所有供应商都假定相同的厚度变得越来越不可能。如果一个供应商指定了4mil厚的模板,而您遵循了不同组件的指导方针并使用了3mil厚的粘贴模板,那么可能有必要为基于较厚模板的组件扩大粘贴模板开口。当你在设计组件占用时,很难知道最终产品的部件组合。
我们如何使用我们的CAD工具可以使或破坏焊接轮廓。如果阻焊板的扩展几何尺寸大于金属定义,那么在焊盘上浇注铜将得到一个有效的焊盘,该焊盘的大小与阻焊口的大小相同。我们称其为面具定义的土地。如果您要对单个垫施加控制,则可以在铜被淹没的地方将膨胀设置为零。
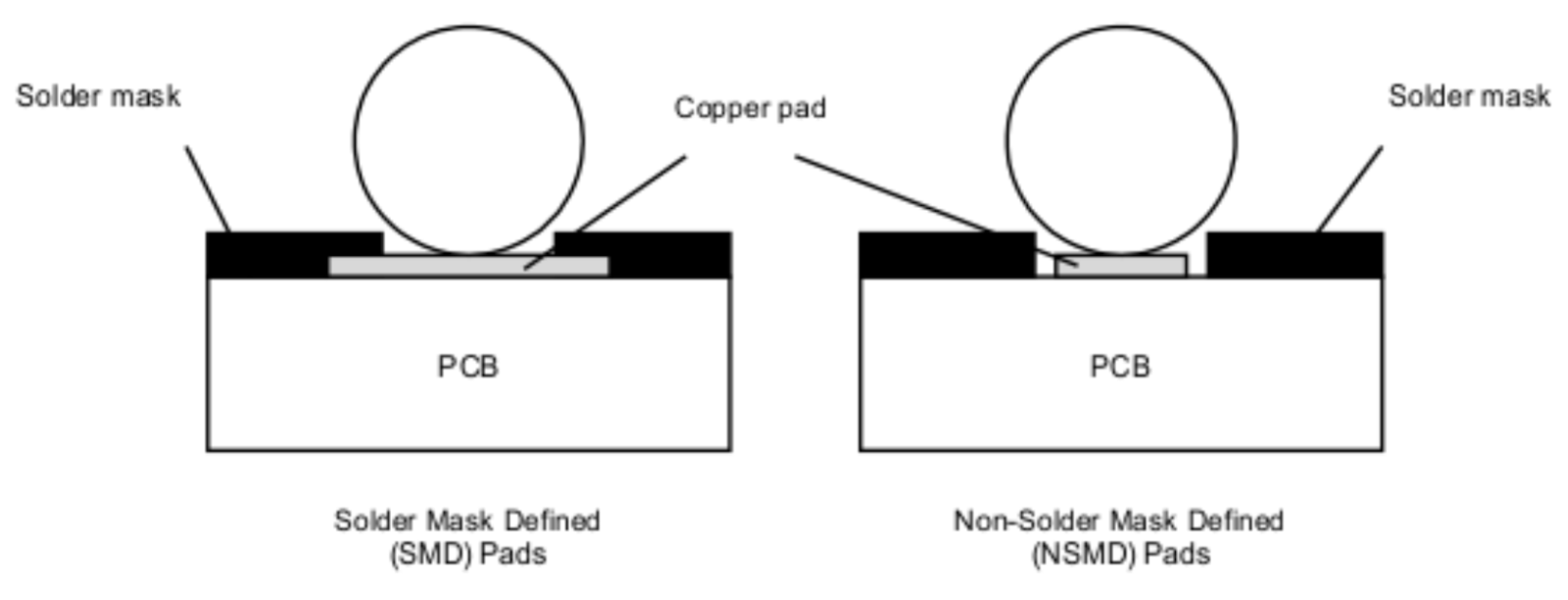
图片来源:所有的印刷电路板- BGA图像,但阻焊类型的定义是明确的
另一方面,一个非焊面定义的土地,一个单一的痕迹耗尽将导致一个垫原来的金属大小。当相同体积的焊料用于两个有效尺寸不同的焊盘时,可能会导致问题。然后再加上垫可以充当散热器的事实,两个垫之间的差异可能对批量生产来说太大了。这家工厂根本无法消化这么多焊料缺陷而盈利。
还有其他缺陷与墓碑跟踪,如空隙,冷焊料,干扰焊料,和,头枕发生由于不完美的设计。当最小的部件升起时,较大的部件可能表现出具有相同或类似根源的其他缺陷。总之,返工或保修维修和更换的价格将侵蚀公司的预期利润。
预热烤箱
在取放机器人将所有零件放入浆糊中后,电路板进入烤箱进行预热,经过校准,使所有零件几乎融化,然后启动热脉冲,完成整个过程。
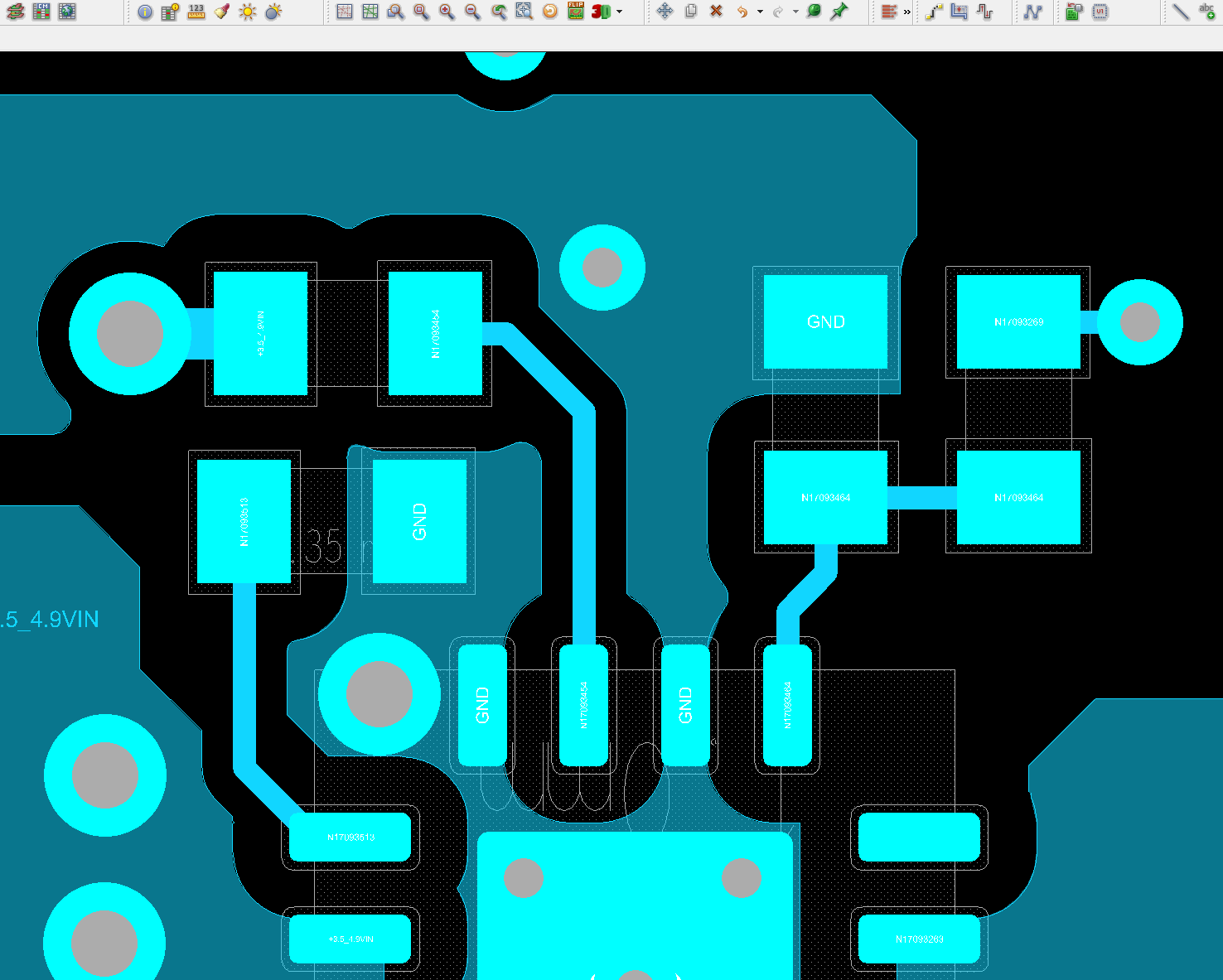
图片来源:作者:注意两个引脚上不相等的铜使用
当有效垫块几何形状相同时,预热阶段将具有均匀的效果。非均匀垫将以可预测的非均匀方式表现。一个垫子会在另一个垫子之前达到神奇的温度。最先凝固的垫块将是将组件拉到墓碑位置的垫块。

图片来源:作者-现在我们看到辐条,帮助相等的热远足焊接
粘贴下来
锡膏有许多变量。金属颗粒和悬浮材料的特性决定了焊接过程的温度范围以及您可以销售或处理最终产品的地方。从头到尾,锡膏是决定成功与否的流动因素
最好的事情,可以说,一种类型的膏是共晶的。这个词的意思是它在一个很窄的温度范围内液化和再凝固。当焊料在那个小窗口上凝固时,结以某种方式受到干扰的机会就更小了。熔融焊料的毛细管作用不需要太多,就能像吊桥一样把零件拉起来。

图片来源:金属上(pdf) -典型的墓碑效应
速冻太棒了。再现原来共晶焊料的性能,63%锡和37%铅的混合物被证明是困难的。Sn63焊料的熔点相对较低,使其工艺更友好。元件制造商必须重新设计他们的产品,以承受200摄氏度以上的回流温度,以便使用新的焊锡膏。
含有微量银和铜的配方是绿色的选择。银不如金贵重。但这并不意味着它很便宜。较高的温度和较长时间暴露在易受伤害的液体状态下,增加了组件在焊接时直立的几率。
关于通量
凯斯特焊锡制造商的定义是:
一种锡膏由均匀分散的钎料合金粉末在稳定的粘性助焊剂载体中组成。除了合金性质、金属负载、粒度分布(或IPC分类中的粉末类型)和锡膏流变性外,助焊剂化学在调解焊盘和组件之间金属间键合的形成方面起着关键作用。”
通量有三个好处:
焊剂调节热传递到接头区域,并适当湿润表面
它消除了钝化层和PCB衬垫和组件引线的表面污染
它保护高活性的熔融金属不受大气的再氧化,直到焊料合金在回流过程中重新凝固形成接头。
助熔剂约占膏体体积的一半和重量的10%。为了获得更高的可靠性,我们通常希望清除PCB上的助焊剂,因此将该说明添加到装配图中,或指定不打算清洗的助焊剂。免清洗助焊剂通常活性低,残留低,不含卤素等有害成分。锡膏中的金属和化学物质是良好过程控制的关键。

图片来源:电子堆栈交换机
它是库,它是放置,它是路由,它是一切!
从好的开始组件的足迹管理它们的放置和路由方式很重要。这条路焊点在同步性中表现,帮助你远离满是墓碑的墓地。每个组件在板上相似的热负荷和方向有助于减少问题。
在零件尺寸的小端,(0201,01005)一对D形垫是可取的。较大的部件能更好地保持在下方。小心高大部件的阴影,因为它们会造成寒冷区域。保持组件远离PCB边缘,因为它比内部区域更快地变热。
保持与装配团队的沟通,无论是内部的还是外部的。询问IR烤箱中是否有特定组件失效。看看这部分你是否有可以改进的地方。对新产品和成熟产品进行持续改进。让工厂的生活变得更轻松永远不会太早或太迟。